找商網(wǎng)手機(jī)端:m.zhaosw.com


武漢可為光電自動(dòng)化科技股份有限公司
主營(yíng)產(chǎn)品: 焊接設(shè)備






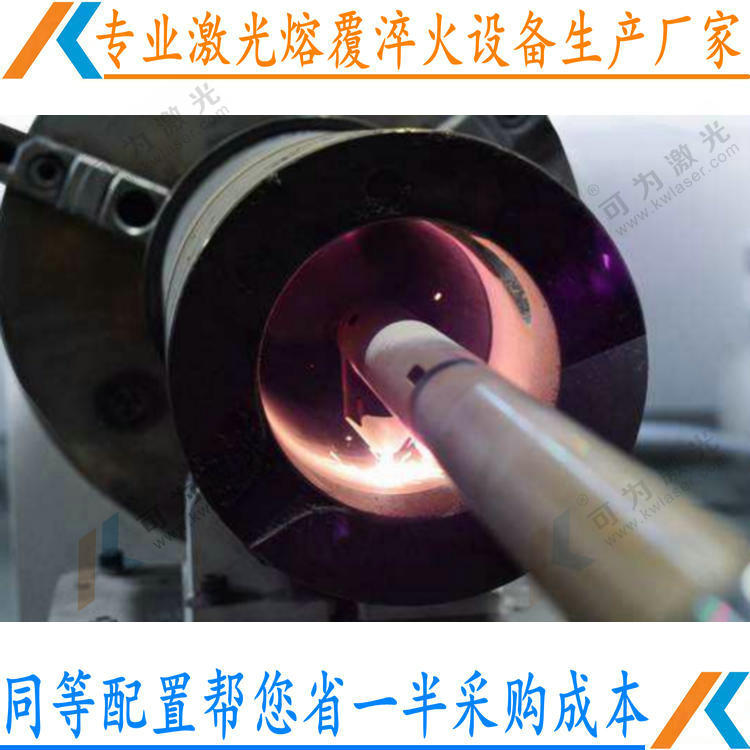
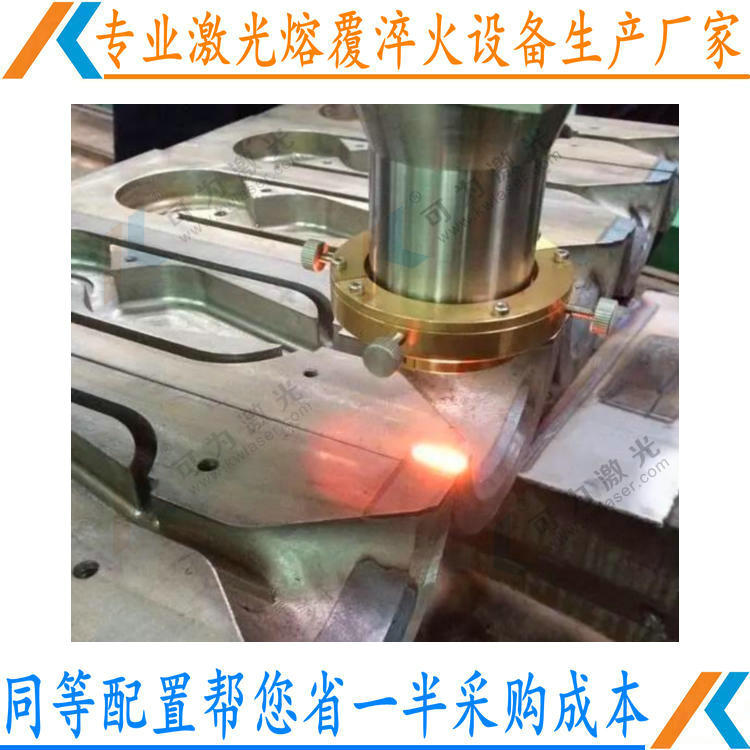
激光熔覆粉末
價(jià)格
訂貨量(套)
¥158000.00
≥1
店鋪主推品 熱銷(xiāo)潛力款
専專尊尋專将尃尉専尅專
在線客服
帖先生
![]() 専專尊尋專将尃尉専尅專
専專尊尋專将尃尉専尅專

掃碼查看
手機(jī)掃碼 快速查看
聯(lián)系我們,請(qǐng)點(diǎn)擊客服通道
請(qǐng)?zhí)顚?xiě)聯(lián)系方式
我們會(huì)主動(dòng)與您聯(lián)系
請(qǐng)掃碼添加業(yè)務(wù)經(jīng)理微信

采購(gòu)數(shù)量不能為空
聯(lián)系信息不能為空
驗(yàn)證碼不正確












